


Hydraulic Cylinders
The hydraulic cylinders use special high performance seals on the piston which include wear rings. The gland seal is a lipped polyurethane and there are two wear rings per gland. The pressure O ring is backed by a high hardness anti extrusion seal.
The piston is held on the ram rod by both tightening to a specified angle after snug tightening, and loctite 263. For the pistons on the 80 and 100 mm diameter rods, a torque of up to 10,000 Nm is required. This is carried out on a hydraulic torque tightening bench in the factory.
For cylinder maintenance, an experienced hydraulic cylinder repair shop should be used. To release the piston, the loctite thread locker must be softened by heating with a hot air gun. The piston must be heated to a little over 120 degrees C to soften the loctite. There will still be a considerable torque required to unscrew the piston.
Reassembly of the piston requires thorough cleaning of the rod and piston threads with loctite or similar cleaner then allowing to dry. All old thread lock must be removed.
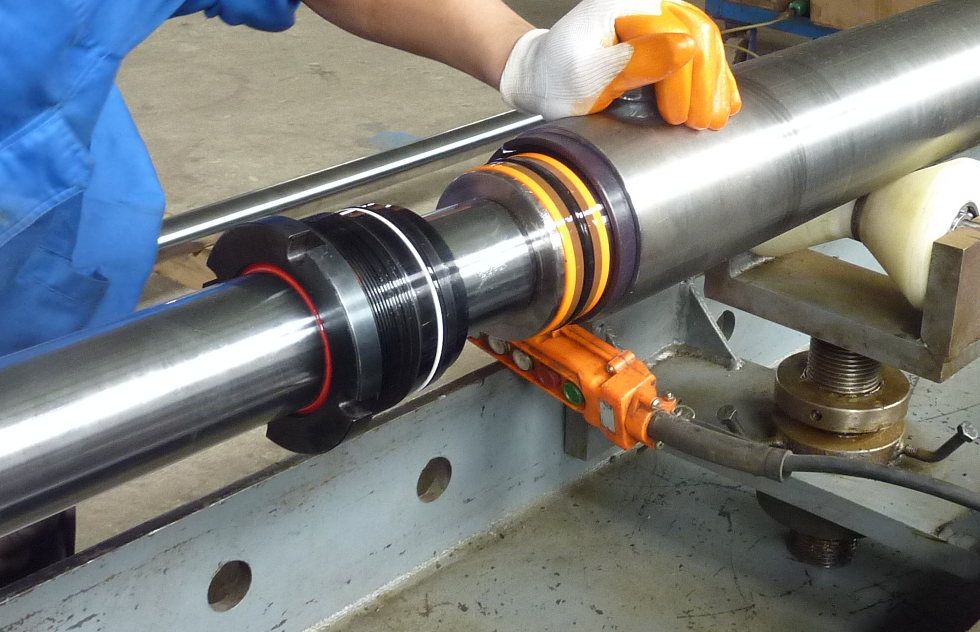
Once everything is installed in the tightening bench, apply loctite 263 or similar to the male rod thread and screw the piston on to the rod. Bring the piston into contact with the rod abutment face then tighten by hand to 30 - 50 Nm. (about 4 kg on a 500 mm bar). Mark a line between the chrome rod surface and the face of the piston.
With the hydraulic tightening machine, for the 80 and 100 mm diameter rods, tighten the piston until there is a 10 mm gap between the line on the piston and that on the rod surface. For the 50 mm diameter rod this gap should be 6 mm and for the 70 mm diameter rods the gap should be 8 mm.
If this has to be done "in the field" expect to have to have around 2 people of 100 kg swinging on a 5 meter bar. The rod will need to be held against rotation with a close fitting pin in eye. Remember to fit the gland the right way around before assembling the piston. The tightening must be carried out within seconds after initially screwing the the piston on the rod once the loctite is applied. If the loctite grips before the piston is at full torque (6, 8 or 10 mm gap between lines), the seals will need to be removed and the piston heated to free the loctite and the process repeated.
When assembling the piston with its seals into the front of the cylinder, sleeves with radiused edges must be used. The internal thread that retains the gland has edges sharp enough to cut the piston seals which will leak as a result.
Ensure the backup ring is installed on the rod eye side of the O ring that seals the gland to the inside surface of the cylinder.
Utmost cleanliness is required for cylinder work otherwise debris will get into the hydraulic circuit and may interfere with proper operation of the valves.